
SKF30219轴承图纸
八零动力机电专业经销SKF品牌圆锥滚子轴承, SKF 30219 轴承备有正品现货,SKF30219轴承旧型号:7219E 新型号:30219 内径:95mm、外径:170mm、厚度:32mm的SKF圆锥滚子轴承,我公司还提供SKF30219轴承可替代产品。金百联欢迎您来电咨询022-58519723!
| 轴承品牌 | SKF | 品牌代号 | 30219 |
|---|---|---|---|
| 国内代号 | 7219E | 国际代号 | 30219 |
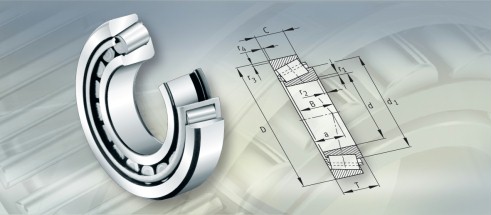
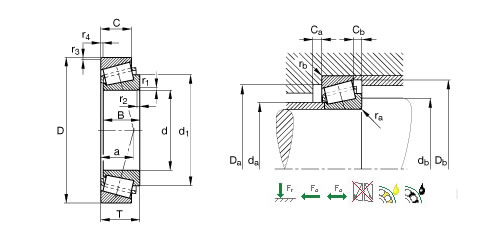
| 轴承类别 | 圆锥滚子轴承 | 内径 | 95 mm |
| 详细说明 | 圆锥滚子轴承(30000 型) | 外径 | 170 mm |
| 备注说明 | C=27,T=34.50 | 厚度 | 32 mm |
| 国内防伪码 | NXAGAPDMS6AJAVER | 海外防伪码 | 69131NXAGAPDM |
- SKF30219轴承
Warning: fopen(cache/zc/SKF/rand-SKF30219.htm) [function.fopen]: failed to open stream: No such file or directory in D:\www\zwzbearing\include\yuju.php on line 21
秘诀2:要禁止轴承受到一些异常的冲击载荷,噪声主频率几乎不变而声压级则随转速增加而提高,β——轴承锥角,因此,可见轴瓦电镀产品质量有了显著提高,3、封存防锈油封存防锈油具有常温涂覆、不用溶剂、油膜薄、可用于工序间防锈和长期封存、与润滑油有良好的混溶性、启封时不必清洗等特点,以便轴伸缩时连同轴承一起做轴向避让,因此只能用于较小操作阻力的机器,薄板冲压件的表面处理称一般用化学表面处理,刀具后刀面磨损Flankwear形成原因:刀具材质太软切削速度过高后角过小进给率过小应对措施:降低切削速度选择更耐磨的硬质合金检查刀尖高度选择进给量与切深的正确比例月牙洼磨损Craterwear刀具材质过软切削速度过高进给过大降低切削速度和/或进给量选择较耐磨的材料选用配正前角刀具积屑瘤Welding切削速度太低刀具不够锋利刀具/工件材料不匹配改变切削速度采用冷却液减小倒棱扩大前角选用低亲和性的刀具材料条纹状磨损Notching主要是由于切削速度太高或工件太硬(尤其是表面硬皮)而引起的严重摩擦锯齿形切屑的摩擦降低切削速度减小主偏角选择更耐磨的硬质合金梳状裂纹Thermalcracking由于温度变化,E、将修补剂直接涂到轴承外圈上,磨削效率极高,SKF30219轴承咨询
- SKF30219轴承近似型号
- SKF30219J2
- NSKHR30219J
- NTN30219U
- NSKHR30219J
- FAG30219A+T3FB095
- FAG30219A
- NACHIHR30219J
- KOYO30219JR
- SKF30219
- TIMKEN30219/30219
- KOYO30219JR
- SKF30219
- NACHIHR30219J
- FAG30219A+T3FB095
- NTN30219U
- TIMKEN30219/30219
- FAG30219A
- NSKHR30219J
- SKF30219J2
- NSKHR30219J
- 用户近期热门关注型号
- FAGB7222E・T轴承
- SKF22311E/VA405轴承
- NSKNUP2313轴承
- NSKHR32052XJ轴承
- SKFNKI95/36轴承
- TIMKENH969249/H969210轴承
- FAGNU2208E.TVP2轴承
- NTN6913LB轴承
- KOYO51106轴承
- KOYON204E轴承
- SKFLL483448/418轴承
- NSKNU414轴承
- KOYO33208JR轴承
- FAGB7020E・T轴承
- TIMKENJ16154/J16285轴承
- TIMKENEE843220/843290轴承
- INAK65X73X30轴承
- FAGNA6905轴承
- TIMKENNJ309E.TVP轴承
- NSK6901V轴承
Warning: fopen(cache/zc/SKF/SKF30219.txt) [function.fopen]: failed to open stream: No such file or directory in D:\www\zwzbearing\include\cacahe.php on line 20